

Montage sûr et procédé de sertissage professionnel
Un montage propre et un procédé de sertissage précis sont essentiels pour garantir la sécurité, la performance et la fiabilité des flexibles hydrauliques.
Cet article présente les étapes et techniques importantes pour monter et sertir les flexibles hydrauliques de manière sûre et efficace.


Insérer le raccord à sertir
La profondeur d'insertion ainsi que la longueur de la douille peuvent être marquées sur le flexible et ensuite enfoncée sur l'extrémité du flexible jusqu'à cette marque. Le montage du raccord peut être facilité, le cas échéant, en appliquant une petite quantité de lubrifiant sur le raccord fileté. Les normes relatives aux tolérances des flexibles doivent être respectées.
| Attention : Veillez à ce que le lubrifiant utilisé soit compatible avec les matériaux du flexible ainsi qu'avec les fluides dans la conduite hydraulique. |
Un contrôle visuel permet de vérifier des facteurs tels que le type de raccord prescrit, la version, le modèle d'un filetage/joint torique et/ou son endommagement, etc.
Pour les armatures angulaires, il faut respecter l'orientation indiquée du raccord fileté.
L'angle de rotation d'un flexible est indiqué lorsque deux armatures angulaires sont montées en face de l’une par rapport à l'autre. L’angle doit toujours être indiqué dans le sens des aiguilles d'une montre, en regardant l'armature de l'arrière vers celle de l'avant.

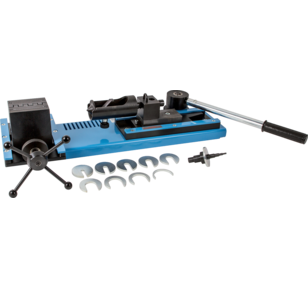
Appareil de montage de raccord à sertir
Le montage peut être facilité par un poussoir de raccord à sertir. Même les raccords pour flexibles lourds et angulaires peuvent être facilement montés à l'aide du poussoir.Il réduit le temps de montage ainsi que la charge de travail des employés.
Si le serrage du tuyau et l'insertion sont effectués à l'aide du modèle pneumatique, aucun autre raccord électrique n'est nécessaire.


Le bon choix de la sertisseuse joue un rôle décisif dans la qualité du sertissage. Lors du sertissage, il est extrêmement important d'utiliser le bon jeu de mâchoires.
Les dimensions de sertissage prescrites par le fabricant et les bons jeux de mâchoires sont indiqués dans les les listes de sertissage. La dimension prescrite doit être respectée avec précision, car un écart de plus de 0,1 mm a un impact sur la sécurité du pressage. En règle générale, le diamètre du jeu de mâchoires doit être aussi proche que possible du diamètre de sertissage afin de garantir un sertissage précis et propre.
| Utilisation d'une dimension de sertissage trop grande | Utilisation d'une dimension de sertissage trop petite |
| La douille de sertissage n'est pas sertie assez fortement sur le flexible. Celui-ci peut alors s'arracher de la garniture et de la douille (« coup de fouet »), ce qui constitue un risque majeur pour la sécurité. |
Le diamètre de passage est comprimé, ce qui peut endommager le flexible. |


Presses
L'extrémité préparée du flexible est introduite dans la sertisseuse et positionnée de manière à ce que les mâchoires de serrage dépassent le bord avant de la douille ou soient affleurantes.
Le sertissage peut maintenant être effectué. Un contrôle régulier des dimensions de sertissage entre les nervures est ici extrêmement important.
Après le sertissage, le résultat doit subir un contrôle visuel et dimensionnel.
Contrôle visuel et dimensionnel
- La dimension réelle du sertissage est vérifiée à l'aide d'un pied à coulisse, en effectuant la mesure au centre de la douille, entre 2 empreintes de mâchoires opposées. La valeur moyenne de deux mesures légèrement différentes et décalées de 90° constitue la dimension réelle du sertissage. Si la dimension obtenue du sertissage diffère de la valeur de réglage, un nouveau réglage de la vis micrométrique conformément au mode d'emploi du fabricant de la presse pourrait y remédier.


- Pour l'impression de sertissage, seules des empreintes lisses, sans épaulement, doivent au final être visibles sur la douille. Le bord avant de la douille ne doit pas s'ouvrir et le raccord serti ne doit pas être de travers sur l'extrémité du flexible.

-
L'état de la presse et des mâchoires de sertissage peut être déterminé en prenant des mesures en plusieurs points de la douille. Par exemple, la conicité peut être évaluée à l'aide de trois mesures le long de la longueur de la -douille (avant, centre, arrière), tandis que certaines mesures de la circonférence fournissent des informations sur la rondeur du sertissage. Pour les tuyaux jusqu'à DN 20 environ, des écarts d'environ 0,2 mm sur la longueur et 0,1 mm sur la circonférence sont encore considérés comme acceptables.
Un contrôle visuel et dimensionnel doit être effectué après chaque sertissage. En cas d'écart entre la dimension théorique et la dimension réelle, un réajustement de la presse ainsi qu'une nouvelle fabrication du flexible hydraulique est nécessaire.

En cas d'écart important, il est recommandé de prendre contact avec le fournisseur de la presse, car les paliers d'appui peuvent être usés.
Nettoyage
Les conduites doivent être soufflées après le montage ou, le cas échéant, rincées. Il est recommandé de souffler à nouveau les flexibles avant le montage si ceux-ci n'ont pas été stockés à l'abri de la poussière après le montage.
Vous trouverez plus d'informations sur le nettoyage professionnel dans l'article « Dénudage et nettoyage correct des flexibles hydrauliques ».






